Şerit testere bıçağı
Ahşap ve metal testereler, ev ustaları tarafından üretim ve yaşam koşullarında yaygın olarak kullanılmaktadır. Bu ünitelerin ana kesme takımı, zamanla yıpranan ve bileme ile bileme veya yenisiyle değiştirilmesi gereken bir şerit testeredir. Sadece malzeme işlemenin kalitesinin değil, aynı zamanda ünitenin üretkenliğinin bant kesme makinesi için doğru bıçak seçimine bağlı olduğunu bilmelisiniz.
içerik
Metal bant testereler için bir bıçak seçimi
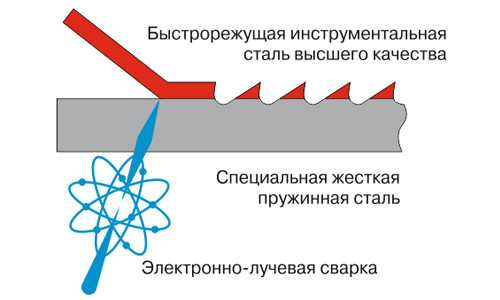
Bu tip testere için kesme bıçağı, bir halka şeklinde kaynaklanmış belirli sayıda dişi olan bir banttır.. Bandın temeli, yüksek elastikiyete sahip yay çeliğinden yapılmıştır.Dişlerin frezelenmesinin gerçekleştiği tabana yüksek hız çeliğinden yapılmış bir bant yapıştırılır.
Her bant metal için ve sadece bir etiketi var. Örneğin, M42 20 x 0.9 x 2362, 8 / 12TPI işaretlemesi aşağıdaki gibi durmaktadır:
- M42 - bant dişlerinin yapıldığı materyal;
- 20 - bu değer ağın genişliğini belirtir, mm;
- 0,9 - takım kalınlığı, mm;
- 2362 - testere bandının bir dairenin uzunluğu, mm;
- 8 / 12TPI - inç başına testere bandında diş adımı.
Kesiciler yapılabilir diğer malzemelerÖrneğin, M51, PQ, TSX ve diğerleri. M42 yüksek aşınma direncine sahiptir ve 67–68 HRC'lik bir kenar sertliğine sahiptir. Bu nedenle, bu tür malzemelerin testereleri, 45 HRC'den fazla olmayan sertlikte çelik kesmek için kullanılabilir. M51 testere bıçakları, aşındırıcı yıpranmaya yukarıda belirtilenlerden daha dayanıklıdır. Bu testerelerin kesici uçlarının sertliği zaten 68 HRC'ye eşittir, bu sayede çelik ve yüksek mukavemete ve ısı direncine sahip olan bu paslanmaz çelikler. Buna ek olarak, M 51 malzeme testere kalın çelik kütükleri, yani büyük bir kesite sahip parçaları kesmenize izin verir.
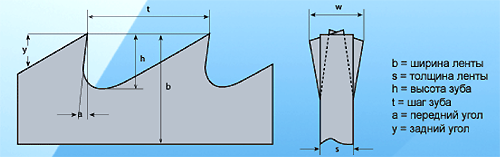
Şerit testere seçimi yapılırken, sadece kesicilerin yapıldığı malzemeye değil, aynı zamanda adımlarına da dikkat edilmelidir.ve ayrıca - geometri.
Diş adım
Bu iki bitişik kesici dişin kenarları arasındaki mesafedir.
Büyük bir adım, ünitenin motorunu daha güçlü bir şekilde yükler ve kötü kesim kalitesi sağlar. Kesici dişlerin küçük perde daha uzun testere yol açar, enerji maliyetlerini artırır, ama verir temiz kesim pürüzsüz bir yüzeye sahip.
Levha malzemesini, boruları (ince cidarlı) ve bir profili kesmek için, kesme elemanları (minimum 1 inç) arasında minimum aralık olan bir bıçak seçmelisiniz. Ama büyük bir kütüğü kesmek istiyorsanız katı metalBıçağı kesici dişlerin en büyük aralığı ile kurmak gereklidir. Dişler (inç başına) ne kadar küçük olursa, o zamanlar oluşturacakları oyuklar artar. Bu nedenle, kesim daha az cips ile tıkanmıştır. Ayrıca, takımdaki geniş bir diş perdesi ünitenin performansını iyileştirir.
Diş yüksekliği
Aletin yüksekliği, dişler arasındaki boşluğun en düşük noktasından kesme elemanının üst kısmına olan mesafedir. Boşluğun varlığı nedeniyle cips kaldırıldımetal kesilirken oluşur. Dişin yüksekliği, oyuğun cips ile tıkanmaması ve kesme işleminin zor olmadan gerçekleşmesi için yeterli olmalıdır.Ek olarak, dişlerin yetersiz yüksekliği, bıçağın aşırı ısınmasına neden olur ve bunun sonucunda üzerinde mikro çatlaklar oluşabilir.
Ön diş açısı
Freze açısı ya da bileme açısı, işlenecek malzeme için ağ-yapı arasındaki bağlantı derecesinden sorumludur. Büyük keskinleştirme açısı, metal keserken yüksek hassasiyete ulaşmaya izin vermez. Aynı zamanda, küçük bir açı, iyi kalitede kesim yapmanızı sağlar, ancak aletin performansını azaltır.
Ahşap üzerine şerit testereler için bıçak seçimi
Her şeyden önce, şerit testere için doğru bıçağı seçmek için, içine bakmalısınız. makineniz için talimatlar. Bu ekipman modelinde ayarlanabilen bant testerelerinin tüm parametrelerini gösterecektir (bandın maksimum ve minimum genişliği ve uzunluğu). Kanvasın uzunluğu, üniteye pasaportta belirtildiği gibi olmalıdır.
Ek genişliği
Bant genişliği, makinede yapılacak işlemlere göre seçilir. Ayrıca, bandın genişliği sadece kasnağın genişliğini değil, aynı zamanda çapını da sınırlar. Küçük bir kasnak çapı ile üzerine monte edilen geniş bant kırılacak ve sonuçta patlayacaktır. Bu nedenle, her ünite için geçme genişliğinde bir sınır vardır.
Düz kesim için genellikle 20 ila 30 mm genişliğinde testereler kullanın. Tabii ki, dairesel bir makinede, uzunlamasına bir kesimi daha hızlı ve daha doğru bir şekilde yapabilirsiniz. Ancak üzerinde 80 mm'den fazla olmayan bir yükseklik kısıtlaması vardır. Şerit testere tezgahlarında, 200 mm'ye varan yüksek ve daha fazla iş parçalarının işlenmesi mümkündür.
Ama kaset agregatlarının ana görevi figürlü kesim. Şerit testere üzerine monte edilebilen en küçük takım 3 mm genişliğinde bir şerittir. Aynı yarıçaplı bir daireyi keser.
Bandın genişliği arttıkça, kesilebilecek minimum yarıçap daha büyüktür. Örneğin, 60 mm'den küçük 12 mm'lik bir kesme yarıçapına sahip bir bant çalışmayacaktır. Ve 25 mm'lik bir bant genişliği için, minimum yarıçap yaklaşık 100 mm olacaktır.
Ortalama olarak, bıçağın genişliği, iş parçası üzerindeki gerekli kesme yarıçapından üç kat daha küçük olmalıdır. Bu nedenle ekipman, görevlere uygun olarak seçilir.
Diş adım
İnç başına inç sayısını gösteren bir sayı ile gösterilir. Adımın sayısal değeri konur TPI kısaltmasından önce. Bir adımı seçerken dikkate alınmalıdır:
- iş parçasının kalınlığı nedir;
- iş parçası malzemesinin sertliği nedir;
- Kesimden sonra parçanın temiz kenarını almak istiyorsun.
Plastiği etkin bir şekilde kesmek ve ahşabı kesmek için bant, inç başına en az üç kesiciye sahip olmalıdır. Daha fazla kesici bir inç olacak, kesim ne kadar iyi olacaktır. Ancak bu, besleme hızını düşürür ve iş parçasının kalınlığının sınır değerini azaltır.
Dişlerin dişleri ile, bıçaklar ikiye ayrılır: “atlama” ve “düzenli”. Bez tipi “atla” 3 ila 6 TPI arasında bir eğime sahiptir. Dişler arasında, talaş kaldırmanın etkin bir şekilde uzaklaştırılması için alan vardır, zira bunların kötü bir şekilde çıkarılması kesimin kalitesini azaltır. “Düzenli” tuval çeşitleri dişleri üçgen şeklinde şekillendirilmiş. Ekipmana 10 TPI ve üzeri artışlarla yerleştirilirler. Bu tip dişler, çipleri hızlıca çıkarmak için yeterli alana sahip değildir. Daha fazla sayıda kesme elemanı nedeniyle, böyle bir ağın kesilmesi oldukça temizdir. Takım, küçük kalınlıktaki boşlukları ve sert malzemelerden kesmek için kullanılabilir.
Bu tip resimler aşağıdaki özelliklere sahiptir.
- 3 TPI “atla”. Tuval, ahşapların kaba testere için kullanılır kalın. Elyaflar boyunca testere kesimi yapın. Kesme kalitesini en az bir kez iyileştirmek için, bantı makinedeki maksimum değere kadar uzatabilir ve besleme hızını azaltabilirsiniz.

- 4 TPI “atla”. Lifler boyunca kesmek için evrensel bir takımdır. Bu tip bıçaklar dahil olmak üzere çoğu ağaç türüne ayrılabilir çok sayıda düğüm ile boşluklar. Testereyi çekmek ve beslemeyi azaltmak iyi ise, kesimin kalitesi finişe yakın olacaktır.

- 6 TPI “atla”. Bu bir çırpıda genel amaç. 50 mm kalınlığa kadar (lifler boyunca) ve 150 mm kalınlığa kadar lifler arasında ahşap keser. Bu sayılar, testere ile normal bir şekilde beslenen malzemeleri testere için belirtilir. Yem azaltılırsa, daha büyük kalınlıktaki parçaların işlenmesi mümkündür. Bu testere son kat kesme kalitesi sağlar ve neredeyse her tür ahşap için uygundur.

- 10 TPI “düzenli”. Bıçaklar, demir dışı metallerin ve plastiklerin kesilmesi için levha malzemelerini (sunta, kontrplak, MDF vb.) Kesmek için kullanılır. Ancak metal boşlukları işlerken, takımın hareket hızını azaltmak gerekir. Tüm makineler böyle bir fırsata sahip değildir.

- 14 TPI “düzenli”. Kontrplak, MDF, sunta ve plastik kesebilir. Doğal ahşap olarak, kalınlığı 25 mm'den fazla olmamalıdır. Bu ağın en temiz kesimi ile elde edilir. minimum besleme oranı. Ayrıca, bu araç düşük bant hızlarında yumuşak metalleri kesebilir.

Kesici şekli
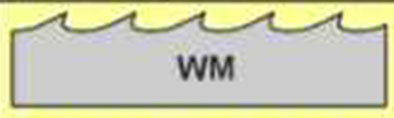
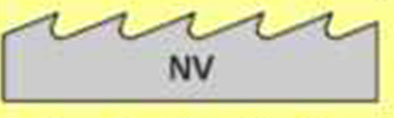
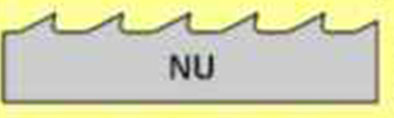
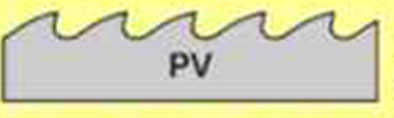
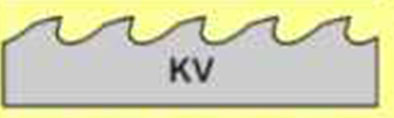
Bant bıçakları aşağıdaki diş profillerine sahip olabilir.
- WM. Bu kesici profiline sahip teçhizat, yumuşak ve sert ağaçların kesilmesi için tasarlanmıştır. evrenseldir. Profil, 50 mm'den fazla olmayan genişlikte testerelerde kullanılır.
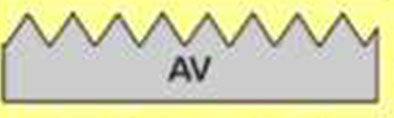
- AV. Diş profili ele alınmasına izin verildi parke iledonmuş dahil. Ayrıca, bu tür testereler malzemenin enine kesimini üretebilir.
- NV. 30 mm genişliğe kadar olan bantlara uygulanır; şekil kesme herhangi bir ağaç türü.
- NU. Profilin büyük bir boşluğu var. Testere için kullanılır yumuşak ormanlar.
- PV. Bu profil 50 mm üzerinde bir takım genişliği üzerinde kullanılır. PV profili sayesinde testereler yumuşak ağaç keserken iyi stabiliteye sahiptir.
- KV. Yumuşak ahşap kesmek için geniş bantlarda (80 mm'ye kadar) kullanın.
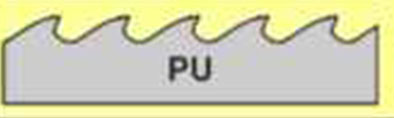
- PU. Testere için kullanılır masif ahşap 80 mm genişliğindeki bantlarda.
diş düzeni
Bıçağın iş parçası üzerindeki sürtünmesini azaltmak ve sıkışmasını önlemek için testerelerdeki dişler boşaltılabilir. Kesme genişliği, ekipmanın kalınlığını yaklaşık% 30-60 oranında aşmalıdır.
Kesici dişlerin düzeni üç tipte olabilir.
- Klasik düzen. Dişler dönüşümlü olarak farklı yönlerde ve aynı mesafeye eğildi.
- Sıyırma düzeni.
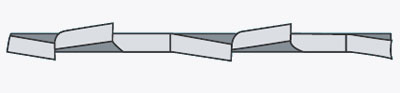
Her iki dişte, bir sonraki (üçüncü) biri eğilmez ve bir yamuk şeklindedir. Kesici takımın merkezinde bulunur ve tüm şerit testerenin yönünü belirler. Bu düzen sert malzemeler üzerinde çalışan testereler için kullanılır.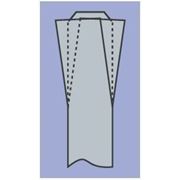
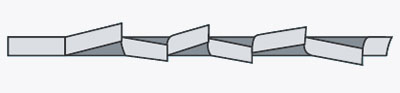
- Dalga düzeni en zor olarak kabul edildi. Kesiciler farklı yönlerde bir dalga şeklinde bükülür.
Dişlerin düzenini yaparken, tüm aletlerin bükülmediğini, ancak onun parçasının: dişin tepesinden olan mesafenin 1 / 3'den 2 / 3'üne kadar olduğunu bilmek önemlidir. Her bir takım üreticisi kendi dişini yana doğru bükmeyi önerir. Ancak ortalama olarak 0,3 ila 0,7 mm aralığındadır.
Materyal ne kadar yumuşak olursa, testere daha kuvvetli bir şekilde yapılmalı ve bunun tersi de geçerlidir. Ancak, bu tür bir kesicinin kablolanmasına izin vermek imkansızdır, böylece kesimin ortasında kesilmiş bölümler olmamalıdır. Dişlerin yanlara sapmalarına dikkat edilmelidir. aynı mesafe. Kablolar eşit değilse, şerit testere dişlerin daha güçlü bir eğime sahip olduğu tarafa hareket edecektir.
Bileme bant testereleri
Tabii ki, özel bir makinede bir bant testeresini özel atölyelerde netleştirmek daha iyidir. Evet, profesyonel bileme testereleri ucuz. Ancak herhangi bir nedenden dolayı bileme testeresi taşıma yeteneğiniz yoksa, bu takım bağımsız olarak düzenlenebilir.
Tarafından üretilen şerit testereler bileme küçük dosya veya dosya Her diş için birkaç hareketle (3-4) kesici dişin ön ve arka kenarlarında.

Ayrıca şerit testere bileme yapabilir oymacı kullanarakmotorlu testereleri keskinleştirmek için tasarlanmış bir alet kullanarak.


Ekipman oymacıya yerleştirilir ve kesici, kesici dişin üst kısmındaki hafif hareketlerle bilenir.

Güçlü bir metal almak, sadece onu hafifletmek gerekli değildir.
Keskinleştirmeyi de deneyebilirsiniz. metal testereler. Ancak, genellikle bu keskin kenarlar keskin değildir, çünkü bu testere bantlarının kesme kısmı bimetal veya söndürme bölgesidir. Bu bantlardaki dişler parçalanıncaya kadar çalışır ve mikro çatlaklara sahip olabilir.Eğer onlar yeniden yerleştiyse, daha hızlı parçalanmaya başlayacaklar ya da daha da kötüye gitmeye başlayacaklar.
/rating_off.png)











