Bir manuel değirmen nasıl çalışır
Freze kesici, marangozluk işinde vazgeçilmez bir araç olan mükemmel işlevselliğe sahip eşsiz bir araçtır. Bir el değirmeni, ahşap parçalar arasında çeşitli bağlantı tipleri oluşturabilir, kenarların, kenarların ve kenarların katmanlarının işlenmesini sağlar, oyuk ve olukların yanı sıra ahşap oymacılığı ve metal gravürü seçmek için kullanır.
içerik
Genel çalışma kuralları
Kullanım kolaylığına rağmen, yönlendirici, basit kuralları izlemeden kullanırsanız travmatik bir araçtır.Bu nedenle, bu birim ile çalışmak için temel kurallar aşağıdaki gibidir.
- Giysilerin kolları ellerine sıkı bir şekilde oturmalıdır. Uzun saça sahipseniz, kesiciye düşmesini ve sonraki sarımı önlemek için onları almanız gerekir.
- Başlamadan önce emin olun ağ kablosunu kontrol et yalıtımın zarar görmesi için. Kablo hasarı, kablonun henüz durmamış bir değirmene yanlışlıkla çarptığı bir zamanda meydana gelir. Bulunan yalıtım aşınmaları yalıtılmalıdır.
- Çalışma yerini, çalışma aletinin altına düşebilecek ve ona zarar verebilecek yabancı cisimleri (anahtarlar, tornavidalar, vidalar vb.) İçermeyecek şekilde hazırlayın.
- Sadece kullanın iyi bilenmiş alet (Freze). Bıçağın keskinliğini parmağınızla kontrol edebilirsiniz: bunun için bunları bıçak üzerinde 90 derecelik bir açıyla tutmanız gerekir. Kenar keskin ise, o zaman keskin kenarları ile cildin hafif bir tutuşunu hissedeceksiniz. Aksi takdirde, parmak bıçağı kolayca çıkaracaktır.
- Makarayı bir baskı yatağı ile kullanmadan önce, bir damla yağ ile yağlayın. Rulman kolayca ve gecikmeden dönmelidir.
- Aleti pense takarken, kesici şaftın 20 mm'den az olmamasına dikkat edin.
- Her defasında, kesici takılırken, yumuşak bir metal plaka kullanarak karbon birikintilerini ve tahta kalıntılarını bıçaklarından çıkarın.
- kullanım özel güvenlik gözlükleri. Eh, eğer toz geçirmezlerse.
- Solunum sistemini, özellikle parçalar lamine sunta ve MDF'den yapılmışsa, öğütme sırasında bol miktarda oluşan ince tozdan koruyun. Bir savunma aracı olarak, bir eczaneden satın alınan bir solunum cihazı veya sıradan bir medikal maske kullanabilirsiniz.
- İş parçasını daima kelepçelerle masaya sabitleyin. İşleme işlemi sırasında iş parçasını bir elinizle tutun.
- Doğru seçim dönme hızı takılı ekipmanın çapına bağlı olarak mil birimi. Ayrıca dikkat etmelisiniz odun sertliği. Malzemenin sertliği ne kadar yüksek olursa, dönme hızı da o kadar yavaş ayarlanmalıdır.
- Tek geçişteki kesici, iş parçasına 3 mm'den daha fazla olmayan bir derinliğe batırılmalıdır.
- yönlendirici dahildir ve çekme kesici gerekli ivme kadar bekleyin ve ardından freze kereste içine giriş geçmek için bir iş parçası işlenirken başlamadan önce.Alçak devirlerde veya aletin ilk devirlerinde frezelemeye başlarsanız, aletin kesme kısmı iş parçasına çarparak üzerinde talaş oluşturur. Parçaya zarar vermenin yanı sıra, yönlendirici kenara atlayabilir ve operatörü yaralayabilir.
- Makineyi, döner takımı görebileceğiniz ve malzemeye daldırmayı kontrol edecek şekilde tutun.
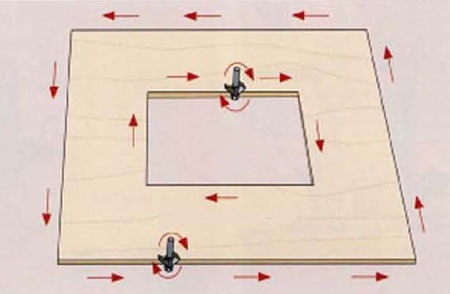
- Değirmen, ok yönünde döndüğünde, değirmen hareketi, takım bıçaklarının hareket edecek şekilde yönlendirilmelidir. malzemeye doğruAşağıdaki resimde gösterildiği gibi.
- Freze bıçağı, ellerde sıkıca tutulmalıdır, ancak iş parçası üzerinde aşırı basınç olmadan. Düzgün bastırın ve üniteyi hareketin tüm yörüngesi boyunca gerizeksiz bir şekilde sürün.
- Eğer iş düşük devirlerde ve hatta uzun bir süre için yapılırsa, ihtiyacı var. ara sıra serin. Ünite, motorun şaftına monte edilen pervanenin oluşturduğu hava akımıyla iyi havalandırılması için 20-30 saniye boyunca maksimum hızda (rölanti) çalıştırılmalıdır.
- Frezelemeyi, örneğin, iş parçasının kenarlarını durdurmak için, önce frezeyi tahtadan çıkarmanız ve sonra üniteyi kapatmanız gerekir.Ancak, derin bir oluk frezelerken, önce alet beslemesini durdurmanız, kapatmanız, aletin tamamen durmasını beklemeniz ve sadece kesiciyi girintiden çıkarmanız gerekir.
İş için aletin hazırlanması
Frezelemeye başlamadan önce yapılması gereken en önemli şey, işlenen malzemenin özelliklerini ve takım tipini dikkate alarak, birimi belirli bir iş türü için kurmaktır.
Hız seçimi
Bir freze bıçağı, 8000 ila 24000 rpm ve daha fazla, çok yüksek iğ dönüşleri geliştirebilen bir birimdir. Aletin dönme hızı ne kadar yüksek olursa, işlem yapılacak yüzey temizlenir. Ancak, belirli kesiciler için izin verilen hızı aşmanın, iş parçasının işleme yerlerinde yanmasına neden olabileceğini bilmelisiniz. Bu nedenle, takım sapının dönme hızına ek olarak, dikkate alınması gerekmektedir. bıçak doğrusal hız. Kural olarak, takımın çapı büyüdükçe, takımın kesici kenarı daha hızlı döner. Büyük çaplı bir geçme kullanmayı düşünüyorsanız, iş mili hızının biraz düşürülmesi gerekecektir.
Aşağıda, çapına bağlı olarak aletin optimum dönüş hızını seçebileceğiniz bir masa bulunmaktadır.
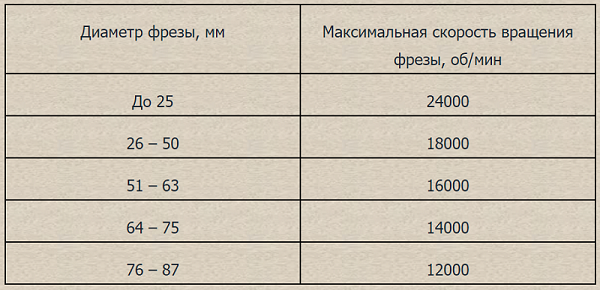
Ayrıca, aletin dönüş hızını seçerken dikkate alınmalı ve işlenen malzemenin sertliği dikkate alınmalıdır. Sert ahşap frezeleme, belirli bir takım çapı için önerilenden daha düşük bir hızda gereklidir.
PVC'yi kesmeye, Pleksiglas ve plastiklerin işlenmesine ihtiyaç duyuyorsanız, aletin hızını da azaltmalısınız. Yüksek hızlarda, plastik eritmeye başlar ve bıçak takımına yapışır. Her durumda, dönme hızı deneysel olarak seçilir.
Kesici yükleyin
Aracı değiştirmeden önce gerekli yönlendiriciyi elektrik şebekesinden ayırın. Başlat düğmesini kapatmak yeterli olmaz. Kazara motorun çalışmasını önlemek için güç kablosunu çıkarmak çok önemlidir.
Arma aşağıdaki gibi değişir.
- Makineyi, milini tutan düğme üstte olacak şekilde yan yatırın.
- Düğmeye basın ve mili tutucunun üzerine oturana kadar döndürün. Bundan sonra, anahtarı halkalı somuna takın ve sökün. Bazı freze kesicileri modellerinde bu düğme olmayabilir. Bu durumda 2 anahtar gerekir.İlk anahtar, mil üzerinde bulunan somuna takılır ve bir tespit elemanı olarak işlev görür (kılavuz çubuğa yaslanırsa) ve ikinci anahtar ise halkalı somunu gevşetmek için kullanılır.

- Pensenin kelepçesini gevşetildikten sonra, bit sapını buradan çıkarın.
- Ardından, sapını pensin içine en az 20 mm derinlikte, yani durana kadar daldırıp yeni bir geçmeli sokun.
- Pens somununu sıkın. Aleti yeterli kuvvetle sıkın, ancak ipliğin bozulmasına yetmeyecek kadar sıkın.
- İş milinin kilidini açın.
Unutulmamalıdır: İçerisinde alet yoksa kelepçe kelepçesi somunu sıkılamaz. Kırılacak.
İşleme derinliğini ayarlama
Öğütme için neredeyse tüm birimler yüklü derinlik ayarlayıcıları. Daldırma aletinin derinliğini ayarlamak aşağıdaki gibidir:
- Üniteyi düz bir yüzeye, örneğin bir masaya yerleştirin.
- Daldırma sınırlayıcısı (2) altında en küçük yüksekliğe sahip taret durağı (1) adımını yerleştirin.


- Vidayı (3) hafifçe gevşeterek kilidi (2) serbestçe hareket ettirerek, derinlik stopundan kilidi çıkarın.
- Makine daldırma mekanizmasının kilidini açın. Bazı freze kesicileri modellerinde, motor bir döner tutamağa sahip dikey çubuklara sabitlenir. Ayrıca, bu ünitelerin, sürücü özel bir mil kolu ile kilitlendiği önemli sayıda modeli vardır.
- Freze frezesi iş parçasına değene kadar motoru aşağı indirin. Bu parçalara vurmak bıçaklar önlemek için yavaş yavaş yapılmalıdır.
- Ardından motoru tekrar raylara sabitlemelisiniz.
- Taret durağının en alt adımındaki derinlik stopunu (2) indirin (1).
- Kaydırıcıyı (4) “0” ölçeğinde (6) ayarlayın.
- Sınırlayıcıyı (2), üzerindeki (4) sürgüsünün (4) tersine, gerçekleştirmek istediğiniz dalış değeri olan bir yüksekliğe kaldırın. Kaba ayar için, sınırlayıcı (2) elle kaldırılır veya alçaltılır. Aletin batırma derinliğinin daha hassas bir şekilde ayarlanması, ince ayar mekanizması (5) kullanılarak yapılır.
- Durdurucunun (2) konumu, kilitleme vidası (3) ile sabitlenmelidir. Şimdi daldırma mekanizmasının kilidini açabilir ve teçhizatı yukarı doğru motorla kaldırabilirsiniz.
Sonuç olarakEğer stop (2) taret stopunun en düşük adımına dokunana kadar sürücüyü indirirseniz, kesicinin ünitenin tabanına göre maksimum uzantısını elde edersiniz. İş parçasındaki bu daldırma aracı miktarı nihai olacak, yani gerekli derinliğe sahip olacak.
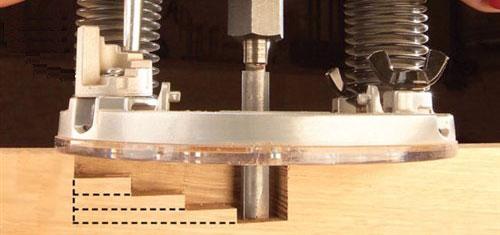
Tek geçişte seçilemeyen derin bir oluk yapmak istiyorsanız, aleti yavaş yavaş iş parçasına daldırmak için taret desteğini kullanabilirsiniz.. Bunu yapmak için, taret stopunun (1) en yüksek adımını derinlik sınırlayıcısının (2) altına alın ve frezeyi gerçekleştirin. Ardından, sınırlayıcının altındaki bir sonraki alt durdurucuyu değiştirin ve yine aletle bir geçiş yapın. Duruş en alt noktaya ulaştığında, gerekli yiv derinliği elde edilecektir. Aşağıdaki şekil, döner tipte bir stop kullanıyorsanız, aletin iş parçasına nasıl yavaşça derinleştirildiğini gösterir.
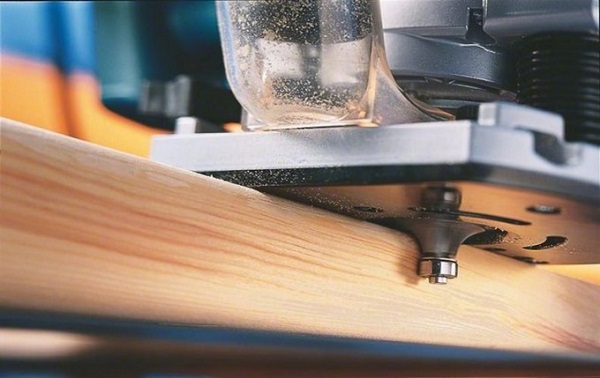
Kenar işleme
Özel olarak iş parçasının kenarlarını ve uçlarını işlemek için kenar frezeleri. Hem düz hem de kıvırcık olabilirler. Düz kesiciler, parçaların kenarlarını (eğrisel) veya cetvelde kırpmak (düzeltmek) için kullanılır.Örneğin, sunta bir elektrikli testere ile keserseniz, bu durumda bir yönlendirici olmadan yapamazsınız. Tırnak dosyasından geçtikten sonra kenar düzensiz ve küçük cips ile çıkıyor. Mükemmel geometrisini vermek için aşağıdakileri yapın.
- Düz uçlu bir freze bıçağını yönlendirici ucuna sabitleyin. Bu değirmen, aşağıdan veya üst kısmından (sapın yakınında) bir yatağa sahip olabilir.


- Eğer öğütücü daha düşük bir baskı yatağına sahipse, şablon iş parçasının altına yerleştirilir ve her iki parça da çalışma tezgahına kelepçelerle bastırılır. Tersine, şablon, iş parçasının üzerinde, üstteki yatak ile sabitlenir.
- Durumunda alt yatak ile Ucu iş parçasının kenarına yerleştirin ve baskı rulmanı şablonun yüzünün merkezinde olacak ve bıçağın alt kısmı şablonun yaklaşık 2-3 mm uzağına gelecek şekilde kesiciyi indirin. Kesiciler için üst yatak ile her şey diğer şekilde yapılır: yönlendiricinin tabanı, iş parçasının döşendiği şablona kurulur. Freze bıçağı, yatak, şablonun merkezine ulaşana kadar indirilir ve bıçakların üst kısmı, 2-3 mm kadar yakalamaz.
- Ayrıca, hafif sıkıştırılmış iş parçası, daha önce uygulanan işaretleme ile şablonla (bir lastik tokmak kullanabilirsiniz) hizalanmıştır.
- Tesviye işleminden sonra parçaları çalışma tezgahına kelepçelerle bastırın.Bunları gevşek tutarsanız, takım çalışırken güçlü titreşim nedeniyle kayabilirler.
- Freze üzerindeki detaylara dokunmadan, parçayı iş parçasına (şablon) yerleştirin, üniteyi açın ve tam hıza ulaşana kadar bekleyin;
- Kesiciyi iş parçasının başına düzgün bir şekilde hareket ettirin, böylece takım onu kesecek ve rulmanı şablona geçirecek ve daha sonra tüm kenar boyunca kesecektir.
Boşlukların uçlarını işlemek için, geleneksel dalgıç (dikey) freze makinelerini kullanabilirsiniz. Kalınlığı 4 mm'ye kadar ulaşabilen PVC çıkıntılarını çıkarmak gerekirse, kompakt boyutlara ve hafifliğe sahip olduğundan, bir kenar frezeleme makinesiyle çalışmak daha uygun olacaktır.

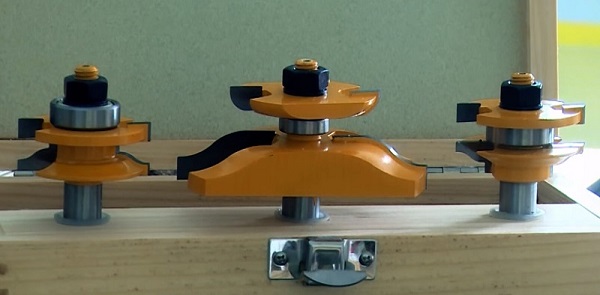
Figürlü Yüz Değirmenleri ağırlıklı olarak ahşap ürünleri ve MDF'yi işlemek için kullanılır. Bu durumda, ilk olarak, iş parçasına düz bir freze kullanılarak belirli bir şekil verilir. Ve bundan sonra, gerekli şekil profiline sahip bir alet pensin içine sokulur ve kenarlar her zamanki gibi işlenir. Sadece yatak için bir şablon veya kılavuz olarak parçanın hizalanmış kenarına hizmet eder.

Ahşap parçaları frezelerken, ahşap liflerinin yönü dikkate alınmalıdır.. Eğer bu yapılmazsa, iş parçalarının köşelerinde veya uzunlamasına fiberlerin işlem yaparken, örneğin kavisli parçalarda uç yüz haline geldiği yerlerde yongalama meydana gelir. Talaştan kaçınmak için, iş parçasındaki “problem” yerlerini tebeşirlendirmelisiniz (Şekil A). Değirmenin bu bölümlerini her zamanki gibi (oklara karşı) geçerseniz, o zaman çoğu zaman cips oluşumuna neden olur. Bu nedenle, “problem” bölgelerine kadar, takım ok ile beslenir ve fiber geçiş noktalarında, yön tersine çevrilir (Şekil C).

Aynı kural ahşap işlenmemiş köşelerin işlenmesi. İlk olarak, kesici, elyaf boyunca ok boyunca (köşeden) geçmelidir, daha sonra yüz, her zamanki gibi devam eder.
MDF cephelerinin frezelenmesi (plastik yapıştırmadan önce) veya bu malzemeden yapılmış diğer ürünler yapılırsa, malzeme yeknesak bir yapıya sahip olduğundan, yongalama konusunda endişelenmemelisiniz.
Kesme delikleri
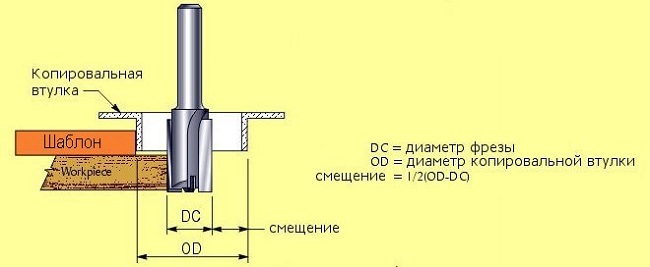
Ahşap boşluklarda delik açmak için kullanabilirsiniz düz oluklu kesici. Delik karmaşık bir şekle sahipse, bir kopya kullanılarak önceden hazırlanmış bir şablona göre bir yönlendirici tarafından kesilir.yüzük. İkincisi, değirmen bitine bağlanır ve ünite çalışırken, aletin hareketini istenen yönde ayarlar.
Yani, bir tahta boşluğundaki bir deliği kesmek için, aşağıdaki işlemleri gerçekleştirmeniz gerekir:
- cihaz halkasındaki düz bir oluk parçasını sabitleyin;
- Bir kopya kovanını yönlendirici bitine takın;
- delik açmak istediğiniz iş parçasını tezgah üzerine yerleştirin;
- masanın üstüne hafifçe kaldırmak için iş parçasının altına küçük tahta parçaları yerleştiriniz (bu, parçanın kesilmesi sırasında takımın çıkması için gereklidir);
- Şablonu iş parçasındaki önceden hazırlanmış deliğe yerleştirin ve her iki parçayı da kelepçelerle masaya bastırın;
- Cihazın tabanına göre minimum kesici miktarını (yaklaşık 3 mm) ayarlayın;
- yönlendiriciyi açın ve yönlendiricinin malzemeye yavaşça sokulması için yavaşça şablonun üzerine indirin;
- şablonun çevresi etrafında frezeleme yapmak;
- Freze bıçağını başka bir 3 mm daha alçaltın ve yukarıdaki işlemi tekrarlayın;
- Makine iş parçasını geçene kadar 3 mm derinlik katmaya devam edin.

Aynı şekilde yapabilirsiniz yuvarlak bir delik aç uygun desene göre.Ancak iş parçasında bir daireyi kesmek için çok daha kolay bir yol var. Freze kesiciler modellerinin çoğunluğu zaten içerir dairesel cihaz. Bir tarafta ayarlanabilir (sivri) vidaya sahip bir çubuktan oluşur.

Çubuk, ünitenin tabanına sabitlenir ve sivri uçlu vida, gelecekteki dairenin merkezi olarak hizmet eden deliğe sokulur. Ardından, kesicinin çapını dikkate alarak istenen yarıçapı ayarlamanız gerekir. Aşağıdaki şekil, delik yarıçapının nasıl doğru bir şekilde hesaplanacağını göstermektedir.
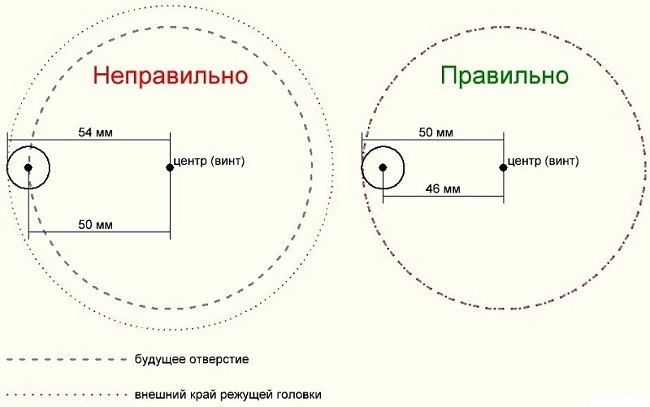
Frezeleme, her seferinde aleti 3 mm derinleştirerek, birkaç aşamada olağan şekilde gerçekleştirilir.
Ayrıca, değirmen delinebilir, örneğin, Mobilya menteşelerinin montajı için. Bu aşağıdaki gibi yapılır.
- Makine halkasındaki kelepçe Forstner matkabı gerekli çap.
- Minimum iş mili hızını ayarlayın.
- Yönelticiyi düz bir yüzeye yerleştirin.
- Kesiciyi, merkezdeki çivinin masa yüzeyine 2-3 mm ulaşmaması için indirin ve sürücüyü kılavuzlara sabitleyin.
- Ardından, derinlik stopunu taretin duruşunun herhangi bir adımına indirin ve kilitleme vidasıyla sabitleyin.Derinlik sınırlayıcısı sayesinde, freze takımı istenen seviyenin altına düşemez.
- Sürücü kilidini kılavuzlar boyunca serbestçe yukarı ve aşağı hareket edebilecek şekilde çıkarın.
- İş parçası üzerinde gelecekteki deliğin merkezi olmalıdır.
- Freze ucunu çalışma parçasına yerleştirin ve frezeyi merkezindeki başak tam olarak parçada öngörülen yere çarpacak şekilde indirin.
- Kesiciyi, iş parçasının biraz yukarısına kaldırın, üniteyi açın ve bir dizi tam rotasyondan sonra, derinlik göstergesi durma noktasına ulaşıncaya kadar aleti malzemeye batırmaya başlayın. Bu sondaj işleminde tamamlanmış sayılabilir.
İş parçasını delmeden önce aynı işlem, aynı kalınlığa sahip bazı gereksiz ahşap veya lamine sunta üzerinde yapılmalıdır.
Bu kör deliğin, mobilya menteşe kabını içine yerleştirmek için yeterli derinliğe sahip olması önemlidir, bununla birlikte, herhangi bir çıkıntı olmamalı ve parçanın arkasındaki delikler kullanılmamalıdır.
Yapman gerekiyorsa deliktendaha sonra derinlik sınırlayıcı gerekli değildir.İş parçasının arkasındaki “temiz” bir kesici için, delme işlemi 2 aşamada gerçekleştirilmelidir. İlk aşamada, baş matkaptan küçük bir delik ters tarafında oluşuncaya kadar, frezenin iş parçasına batırılır. Ayrıca, iş parçası döndürülür, matkabın çivisi şekillendirilmiş deliğe monte edilir ve daha sonraki delme işlemi gerçekleştirilir. Böylece, kütüğün her iki tarafındaki deliğin kenarları düzgün ve yontmadan olacaktır.
Kilitleri ve menteşeleri takın
Ahşap bir kapıya menteşelerin ve kilitlerin yerleştirilmesi için, üzerinde bir dalgıç değirmeni monte edilen bir dizi özel cihaz geliştirilmiştir.

Bu cihazlar oldukça pahalıdır, bu yüzden ustalar kendi elleriyle yapmaya çalışıyorlar. Örneğin, döngüler şablonsuz bir yönlendiriciyle eklemek oldukça zahmetli bir iştir. Ancak, özel bir basit şablon oluşturursanız bu işlem oldukça basitleştirilir. Bunu nasıl yaparsınız, bundan öğrenebilirsiniz. video.
İç kapılardaki iç kilitler 2 aşamada gerçekleşir: önce, kilitin ön plakasının altında geniş bir oluk oluşur ve daha sonra kilit gövdesinin altında derin bir oluk seçilir. Kilit gövdesinin koltuğunu oluşturmak için aşağıdaki adımları gerçekleştirmelisiniz.
- Kilidin çenesinden 0,5 mm daha büyük bir çapa sahip düz bir oluk kesici alın.
- Frezeleme derinliğini değirmende yaklaşık 3 mm'ye ayarlayın (plaka kalınlığına bağlı olarak).
- Makinenin altına paralel bir durdurma takın.
- Kilit plakasını kapı kanadının ucuna takın ve bir kalemle daire içine alın. Kapının orta kenarını bulun ve içinden bir çizgi çizin (web boyunca).
- Yönelticiyi kapının ucuna bir vurgu yaparak kurun ve yönlendiriciyi işarete göre ortalayın, ardından desteği bu konumda sabitleyin.
- Üniteyi açın, kesiciyi kapı kanadı içine ayarlanmış derinliğe batırın ve bu alanı tüm uzunluk boyunca kesin. Sonuç, kilidin ön plakasının altında geniş ve sığ bir oluk olacaktır.
- Kilidin ortaya çıkan oluğa tutturulması, derin oluğun başlangıcının ve sonunun nerede olacağını işaretleyiniz.
- Daha sonra, böyle bir çapa sahip bir değirmen (düz oluk) seçmelisiniz ki bu, gömme kilidin gövdesinin kalınlığından biraz daha büyüktür. Ayrıca, şaftı yeterli uzunlukta olmalıdır, böylece bu kesici, kilit gövdesinin yüksekliğinden 2-3 mm daha derin bir oluk açabilir.
- Aleti alet koltuğuna sıkıştırın.
- Ünite üzerinde, kilit gövdesini yerleştirmek için yeterli olan, yüzüğün maksimum daldırma derinliğini ayarlayın. Bu derinlik kontrolü kullanılarak yapılır.
- Üniteyi açın ve işaretlemenin başlangıcında ayarlanan derinliğe kadar delin. Bu bölümün tüm uzunluğu boyunca delme işlemini tekrarlayın ve delikleri mümkün olduğunca birbirine yakın bir yere yerleştirin.

- Tüm alan çalışıldığında, kesici kenarlarını hafifçe kaldırın, böylece takım kenarlarının üst kısmı yivden (1-2 mm) biraz dışarı çıkar ve üniteyi ileri geri hareket ettirerek öğütme işlemini gerçekleştirir. Birkaç geçişten sonra, kesici derinleştirilebilir ve tekrar yukarıdaki işlemi gerçekleştirebilir. Sonuç olarak, düz bir taban ve düz duvarlara sahip derin bir oluk elde edersiniz.


Olukların ve çeyreklerin örneklenmesi
İş parçasının veya kenarının (uç) yüzeyinde bir oluk seçmek için, kapı kilitlerinde olduğu gibi paralel bir durdurma kullanabilirsiniz. Ancak, ağaçtan çok sayıda özdeş parçadaki olukları seçmek istiyorsanız, işlemi kolaylaştıran özel bir cihaz yapabilirsiniz. Neye benziyor oluk açma aracıaşağıdaki resimde gösterilmiştir.
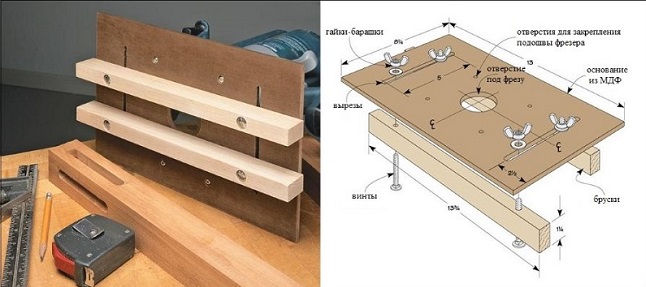
Bu cihaz basit bir şekilde yapılandırılmıştır:
- ünite platform armatürlerine monte edilmiştir;
- tüm yapı iş parçasına bindirilmiştir;
- paralel kılavuzlar kullanarak, düz bir oluk kesici, iş parçasındaki işarete göre ortalanır;
- Takımın derinliğini ayarladıktan sonra (genellikle birkaç geçiş gerektirir), oluklar yapılır.
Ahşap boşta bir çeyrek seçmek için yatak ile oluk kesici.

Takım kılavuzu, iş parçasının kenarına (ucuna) hizmet eder. Takım ünitenin koltuğuna sıkıştırılır, bundan sonra daldırma yüksekliği ayarlanır ve çeyrek normal şekilde örneklenir.

Çeyrek seçimi bu çırpmanın tek işlevi değildir. Bununla birlikte, iş parçasının kenarı boyunca bir oluk seçebilirsiniz ve yivli bir tahta yapmak. Oluk derinliği, farklı çaplardaki baskı yataklarının değiştirilmesiyle düzenlenir.

Yivli tahtaların büyük hacimlerde üretimi için yönlendiriciyi masaya monte etmek gerekir.
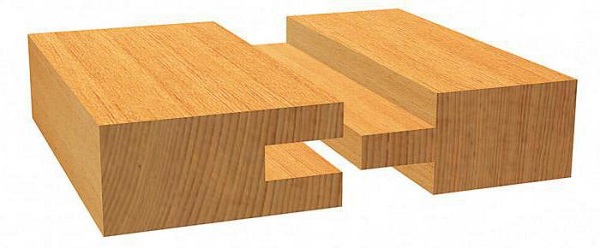
Diken oluk ve kırlangıç kuyruğu
Dikenli bir bağlantı oluşturmak için birçok karmaşık cihaz vardır. Fakat eğer odun ürünlerinin üretimi akıntıya maruz kalmazsa,Bu bağlantı dili ve bir el değirmeni yardımıyla oluk basit bir şekilde yapılabilir.
- Başak kesilecek kısmı bitmiş boyutta olmalıdır. İşaretlemeyi yaparken, başak uzunluğunu parçanın uzunluğuna eklemelisiniz. Örneğin, masa ve sandalyelerin ayakları için 30-40 mm'lik bir dikme uzunluğu ve kapılar için 55-70 mm. İş parçasının kenarında bir işaretleme yapmak için kareyi kullanma.
- Bir demir testeresi alın ve küçük kesimler yapın (bu, başak omuzları olacak).

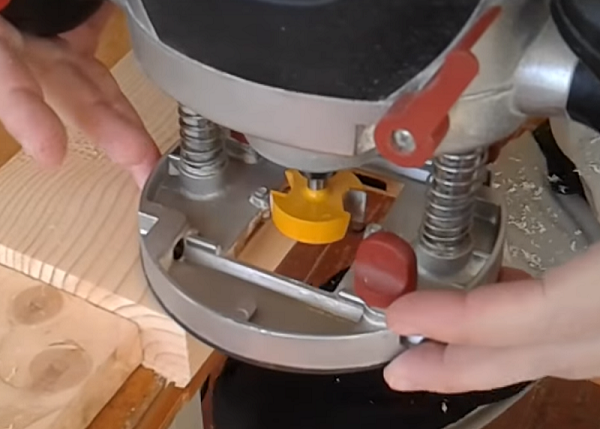
- hazırlamak kesici “varil”“Ve bunu penset cihazına sabitleyin. Onun yardımıyla spike bağlantısı oluşturulacak.
- İş parçasını çalışma tezgahına sabitleyin ve dik olarak aynı kalınlığın ikinci parçasını sabitleyin (freze ucu için bir destek görevi görecektir).

- Ardından, kesicinin çıkış miktarını ünitenin bulunduğu yere göre ayarlamanız gerekir. başak iş parçasının merkezine tam olarak konumlandırılır, araç, çıkıntı döner parçalar ve ikinci geçiş açıldıktan sonra kalınlığı zıvana yuvası genişliğine karşılık gelen şekilde olması gerekmektedir. Yivin genişliği, sırayla, oluk kesicinin çapına bağlıdır. Bu boyuttan tüm bağlantının hesaplanması başlamalıdır.
- Aletin derinliğine karar verdikten ve sınırlayıcıyı ayarladıktan sonra, spike'ı örneklemeye başlayabilirsiniz. Üniteyi açın ve iş parçasını frezelemeye başlayın, ancak kademeli olarak malzemeye her seferinde 3 mm delin.
- İstenilen derinliğe ulaşıldığında, makineyi durdurun ve iş parçasını ters çevirin.
- Yukarıda açıklanan yöntemi kullanarak başak örneklemeye devam edin. Sonuç olarak, dikdörtgen diken. Ancak, oluğun kenarları etrafında kesiciden bir yuvarlanma olacağı için, başak üzerindeki köşeleri kesmek de gerekli olacaktır. Bu bir bıçakla veya bir taşlama makinesiyle yapılabilir.
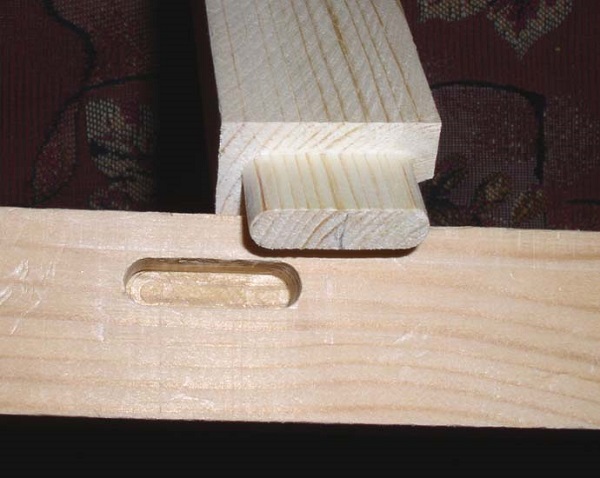
Oluk nasıl seçildiğine yukarıda ayrıntılı olarak değinilmiştir. İş parçasının tüm uzunluğu veya genişliği boyunca diken-oluk yapmak istiyorsanız, o zaman başlığın köşelerini yuvarlamanız gerekmeyecektir.
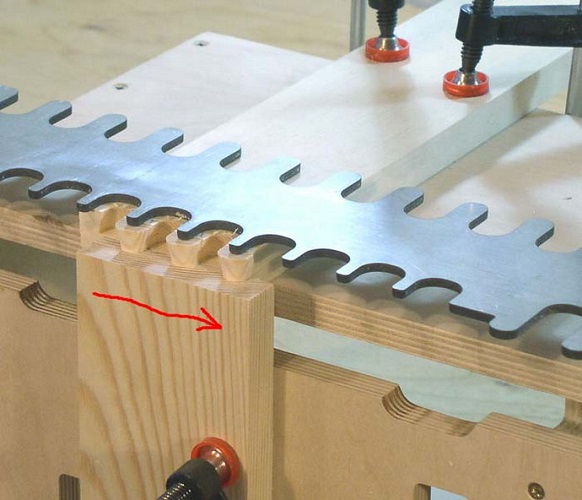
Bir başak kırlangıç yapmak için özel bir cihaz kullanın.

Değirmen yüklü kanal açma kesici “kırlangıç kuyruğu” kuyruğuve ayrıca bir şablonun yarıklarında en iyi konumlandırma için yanlara sahip kopya kovanı içerir.

Şablonu sıkıştırdıktan sonra iş parçası genel kurallara göre öğütülür.
Bir dil ve oluk eklemi de kullanılır. astar üretiminde. Sadece duvar panelini yapmak için, bir dizi 2 kesiciye sahip olmalısınız. Bir kesici, parçanın kenarında bir oluk ve diğerini seçer - bir sıçrama yapar.

o dosya yapmakkenarı bir çıkıntıdır ve cephenin çerçevesindeki bir oluğu keser, ayrıca bir takım kesiciler kullanır.

Metal işi
Çok amaçlı durumlarda, manuel frezeleme makinesiyle metal frezeleme yapılır, çünkü bu alet bu amaçlar için tasarlanmamıştır. Bazen kaynak veya rezsenkovki deliklerinin sıyrılması için kullanılır. Alüminyum, bakır, bronz ve pirinçten (olukları seçmek için) ürünleri işlemek için bu araçla birlikte çalışmasına da izin verilir. Üniteye bir karbür kanal açma kesici takılır ve parça normal şekilde öğütülür.
Aynı zamanda cihaz üzerinde minimum iş mili hızını ayarlamanız gerekir ve geçme aletinin derinliği bir geçişte 0,5-1 mm olmalıdır.
Bazen demir dışı metallerden düzlemlerdeki desenlerin gravürü için manuel bir yönlendirici kullanılır. Bu durumda, aynı şablonlar ve aksesuarlar ahşap işleme için kullanılır, sadece özel aynalar yönlendirici ucuna sıkıştırılır. gravür kesiciler.

Figürlü oyma ve el sanatları
Genellikle şekillendirilmiş ahşap oymacılı kanal açma için fileto ve slot kesiciler. Ahşap oyma el frezeleme aşağıdaki gibidir:
- üniteye küçük çaplı bir fileto oluk kesici takın;
- boşta bir çizim uygulayın (bir şablon kullanabilirsiniz);

- deseni siyah bir işaretçi ile (daire değil) daire içine alın;

- 3-4 mm'lik daldırma derinliğini ayarlayarak bir fillet değirmeni ile çizilmiş çizgiler boyunca geçin;

- Daha sonra, fileto freze bıçağını düz bir oluk kesici ile değiştirmeli ve kalıbın tamamını seçmelisiniz;

- Frezelemeden sonra, ortaya çıkan model zımpara ile zımparalanmalı ve cilalanmalıdır.

Aynı şekilde yapılır hacimsel figür oyma ağaçta. Sadece değirmen desenle değil, etrafındaki arka planla seçilir. Bitirme süslemesi zaten bir matkap veya mini matkaptır (oymacı).

Ayrıca, bir freze bıçağı yardımıyla, sadece ahşap oymacılığı değil, aynı zamanda açık işçilik de yapılmaktadır. (yarık) kesme kontrplak, ince mobilya panelleri, mdf tahtaları. Aşağıdaki şekilde kontrplak üzerinde bir yönlendirici tarafından yapılan oluklu bir desen gösterilmektedir.

Kontrplak işleme ahşap için geleneksel kesiciler ile yapılır.
Kontrplağın belirli bir miktarda yapışkan bileşim içerdiği için, ekipman ahşabı işlerken kullandığından daha sık bıçaklara yapıştırıcıdan temizlenmelidir.
Yukarıdaki çalışma yöntemlerini kullanarak çardaklar, mutfak cepheleri, ülke mobilyaları vb. İçin kıvırcık elemanları kesebilirsiniz.

Farklı şekiller oyma ahşap ile dekore edilebilir ahşap el sanatları. Örneğin, çekmeceler, tavla, çeşitli kurumlar için işaretler yaparlar.


Fraser ayrıca gerekirse uygulanır korkuluk yapmakbükülmüş veya düz iplikle dekore edilmiştir. Doğrultucu olukları frezelemek için, kendi ellerinizle kolayca yapılabilen özel bir cihaz kullanın.


Tırabzan frezeleme işlemi aşağıdaki gibidir.
- Rulmanlı fileto kanal açma ünitesi üniteye monte edilir.
- Böylece iş parçası dönmez, vida ile sabitlenir. Diskin deliklerinden birine girmeli ve ona bağlı bir kelepçe takmalıdır.
- Ayrıca, alet, baskı rulmanı iş parçasının solunda veya sağında ve merkezinin hemen altında olacak şekilde indirilir. Ancak kesici tam olarak parçanın ortasında olmalıdır.
- Alet yerleştirildikten sonra, ünite açılır ve yuvarlatılmış bir yiv üretilir (yatak, arabanın tüm biçimlerini tekrarlayarak, aleti yönlendirir).
- Bir sonraki adımda, yönlendirici tarafa yönlendirilir, sabitleme vidası serbest bırakılır ve disk, döndürücü bir sonraki deliğe çarpacak şekilde döndürülür.
- İş parçasını tekrar sabitledikten sonra, oluğun uzunlamasına bir numunesi alınır. Kesicinin her geçişinden sonra, iş parçasını 1 adım döndürmek gerekir.
Aşağıdaki fotoğraf gösterileri uzunlamasına oluklu tırabzanlar.

Yapmak için bükülmüş tırabzan daha karmaşık uyarlamaya ihtiyacım var.

Bükülmüş desen, kesicinin üzerindeki hareket sırasında iş parçasını döndürerek elde edilir. İş parçasının dönüşü ve yönlendiricinin bu makine üzerindeki hareketi senkronize edilir.
/rating_off.png)











